Download PDF (English, Chinese)
50 Years of Trials and Tribulations: Series Part II — The Current Status and Dilemmas of Intelligent Compaction (2)
2. Current Trends in Intelligent Compaction
The preceding section outlined the capabilities that intelligent compaction systems should ideally possess, but what, then, does the currently prevalent form of intelligent compaction actually look like? Figure 2 provides the answer.
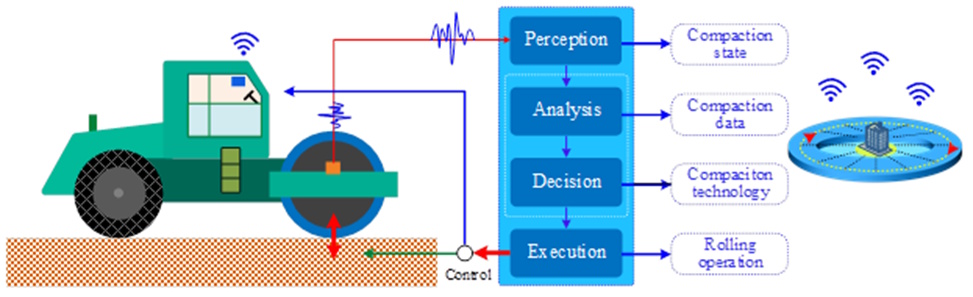
Figure 2: Content and Implementation Methods of Current Intelligent Compaction Systems
As illustrated in Figure 2, the primary information “sensed” by the system is the roller’s position (with the Compaction Meter Value, or CMV, serving merely as a reference), achieved through high-precision GPS technology (such as RTK). Utilizing specific algorithms, the system can automatically “analyze” and track the roller’s pass count, rolling speed, and rolling trajectory. These parameters constitute the core elements of rolling control in this type of technology and fall under the category of *construction process control*. (Note: Pass count, rolling speed, and rolling trajectory pertain to the *construction process*—i.e., the operational execution—rather than the *compaction process* itself. The latter refers to the actual compaction mechanics, such as the roller’s vibratory mass, excitation force, and vibration frequency.)
The “decision-making” component of this construction scheme is likewise straightforward: based on pre-established target values—specifically, a prescribed [pass count], [rolling speed], and [rolling coordinates]—the system assesses whether the actual pass count, speed, and trajectory have met these targets. This assessment then triggers the issuance of instructions regarding whether to continue rolling and precisely where to perform the rolling operations. A defining characteristic of this type of technology is its ability to ensure that every point within the compaction area receives the same number of roller passes.
For conventional rollers, the “execution” phase involves the human operator maneuvering the machine to perform the rolling tasks in accordance with the system’s decision-based instructions. For autonomous rollers, “execution” is performed directly by the machine—specifically, via internal actuators (such as drive motors) that propel the roller to perform compaction tasks. It is crucial to note that, at present, neither of these two approaches addresses the issue of dynamically adjusting the *compaction process parameters* (e.g., vibration settings); instead, both operate strictly according to compaction parameters that were pre-configured prior to the commencement of work.
Based on surveys of the global market for intelligent compaction applications, the currently dominant approach centers on a combined “Compaction Meter (CMV) + GPS” solution, occasionally augmented by cutting-edge autonomous driving capabilities (though the latter remains a niche application, utilized primarily for experimental purposes). In this category of solutions—due to well-known limitations inherent in CMV (Compaction Meter Value) technology (classified as Level 1)—the Global Positioning System (GPS) effectively takes center stage. Consequently, the scenario depicted in Figure 2 emerges: “intelligent compaction” is reduced to merely a component of information-enabled construction—or, as some term it, digitalized construction—primarily focused on controlling the number of roller passes, rolling speed, and roller coverage patterns. (While a plethora of new terminologies currently abound, one should not be misled; rather, one must look beyond the surface to grasp the underlying essence.)
Under these circumstances, the compaction meter itself could, in fact, be dispensed with. Since GPS alone can track the number of passes and display both rolling speed and location, there is no compelling need to install a separate compaction meter—an addition that merely increases operational costs. Furthermore, given the inherent uncertainties associated with CMV readings, relying on such data to monitor compaction quality may, paradoxically, prove counterproductive.
3. The Dilemma
Strictly speaking, the technical solution presented in Figure 2 bears little substantive relation to true “intelligent compaction.” Although it is frequently labeled as such, it remains far removed from genuine intelligent compaction capabilities; it contributes minimally to enhancing actual compaction quality and, in certain instances, may even yield adverse results. The following section provides a brief analysis of the roles of the number of roller passes, rolling speed, and roller coverage patterns.
The practice of controlling compaction quality by regulating the number of roller passes originated in the context of compacting rock fills and gravelly soils. It emerged as an empirical method—adopted out of necessity—in situations where traditional point-sampling techniques (such as density and modulus testing) were infeasible. Consequently, the prerequisites for employing this method are exceptionally stringent: specifically, the characteristics of the fill layer, the underlying subgrade, and the operational parameters of the roller must precisely match those established during the initial test section trials (refer to *Intelligent Compaction*, a volume within this book series, pp. 130–131. NB: page numbers varied between the English and Chines editions). Only when these exacting conditions are fully met can the optimal number of passes determined during the test section phase be considered valid. However, in the context of actual engineering projects, fully satisfying all the requirements is—for all intents and purposes—an impossibility. Given the inherent variability of fill materials, applying a uniform, predetermined number of passes across an entire site typically results in uneven compaction quality, leaving certain areas at risk of failing to meet the required standards. Therefore, the “number of roller passes” should not be treated as a fixed constant, but rather as a variable that requires continuous optimization! Regarding rolling speed, since road rollers are pre-configured at the factory—typically offering a few fixed gear settings—operators generally use the second gear for compaction (corresponding to approximately 3 km/h). The underlying principle for this selection is to ensure that the vibrating drum exerts an effective compaction force at least three times per unit of length within a given timeframe (refer to the “Intelligent Compaction” volume of this series for details). Consequently, operators require no special intervention to manage this parameter (nor, in practice, can they control it manually). Therefore, attempting to control rolling speed via GPS is fundamentally infeasible; the system merely displays the current speed.
Conversely, utilizing GPS to monitor and guide the roller’s wheel tracks (positioning) presents an excellent solution. This capability not only allows for the precise definition of rolling routes and trajectories—a particularly critical feature when compacting asphalt pavements where drum tracks are often indistinct, as well as during nighttime construction operations—but also enables the generation of precise maps illustrating the distribution of compaction quality. Furthermore, vertical coordinates can be employed to monitor and control the thickness of the fill layer. While GPS is undeniably beneficial for enhancing compaction quality, it is absolutely indispensable for achieving automated construction. Thus, integrating intelligent compaction technologies with satellite positioning systems yields significant advantages.
Amid the prevalence of digitally managed construction—which primarily emphasizes control of rolling passes, rolling speed, and wheel track coverage—there has always been a persistent voice advocating a direct focus on the intrinsic quality of compaction itself. These advocates emphasize the necessity of controlling both the *degree* of compaction and its *uniformity* (objectives that, notably, stand in conceptual conflict with merely controlling rolling pass counts). Regrettably, however, an examination of compaction control systems currently deployed in the field reveals that the vast majority still rely on “L1 technology.” In many instances, these systems fail to provide a true reflection of actual compaction quality. This failure stems from a lack of comparative validation testing; consequently—even when employing metrics such as the Compaction Meter Value (CMV) to monitor quality—operators often remain uncertain about whether their control measures are truly effective, thereby introducing long-term latent risks to the overall quality of construction. As a result, the persistent skepticism regarding the efficacy of intelligent compaction—specifically, the notion that it “does not work”—endures.
The widespread adoption of the “Compaction Meter + Satellite Positioning” paradigm has had a dual effect: on one hand, it has successfully popularized the very concept and terminology of “intelligent compaction” among industry professionals; on the other, it has led many to harbor the misconception that this technology amounts to nothing more than an enhanced system for tracking rolling passes and wheel tracks. For these reasons—despite the popularity of this technical approach—it has, to a certain extent, saddled the broader field of intelligent compaction with the stigma of being incapable of directly controlling actual compaction quality, thereby rendering many construction entities reluctant to embrace this technology.
As intelligent compaction has evolved to its current state, it has become inextricably linked with the compaction meter. In essence, one might aptly observe that the compaction meter has been both its making and its undoing. Undoubtedly, the advent of compaction meters has broadened horizons and opened new avenues for research. However, their inherent limitations have also led to numerous negative consequences, leaving many users in a persistent predicament.
Of course, a small number of Level 3 (L3) advanced intelligent compaction technologies are currently in use and have garnered positive feedback from users. Yet, their market penetration remains low. The primary reasons for this include proprietary algorithms that have not been made public, their bundling with specific roller models, and their high cost. These factors constitute the fundamental barriers preventing the widespread adoption of advanced intelligent compaction technologies—and, to a significant extent, are among the root causes of the current predicament.
In summary, whether the dilemma facing intelligent compaction stems from the limitations of lower-tier technology (Level 1) or the barriers associated with advanced technologies (Level 3), the time has now come to break through these constraints—and the window of opportunity to do so has already opened. Demand drives everything; if the engineering and construction sector continues to generate demand, we are confident that intelligent compaction will soon emerge from its current predicament. It is poised to enter a new era of vigorous growth, thereby catalyzing the rapid advancement of construction automation.