Download PDF (English, Chinese)
Analyzing Intelligent Compaction Series Part III: Supplement—The Current Status and Improvement of Fill Materials, Spreading, Compaction, and Control (1)
In the previous article, we summarized the performance characteristics of fill structures, identifying stiffness as the most critical performance indicator. This article briefly introduces the current status of key stages within the construction process of filling projects, along with potential improvement measures (only a selection is listed here; contributions and refinements from readers are welcome). By understanding these aspects, we can gain a deeper appreciation for the necessity of strengthening process control.
1. Current Status of the Construction Phase
The “product” of a filling project is a fill-type structural body (hereinafter referred to as the “fill structure”). Its construction (manufacturing) process proceeds in the following sequence: Materials → Spreading → Compaction → Fill Structure, as illustrated in Figure 1. Within this sequence, the four key stages are Materials (including selection and production), Spreading, Compaction, and Control.
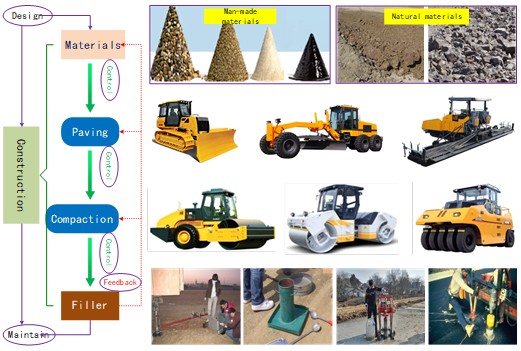
Figure 1: Key Stages in the Construction Process of Filling Projects
Fill-type structural bodies include railway subgrades, highway subgrades, base courses and surface courses, and airport pavements, among others. All are formed using granular materials subjected to spreading and compaction (in subgrade construction, the spreading and compaction stages are often collectively referred to simply as the “compaction stage”). Although these structures undergo a meticulous design process, these designs remain—ultimately—only theoretical concepts on paper; they must still be translated into reality during the construction phase.
The construction phase represents the stage where the “product” takes shape—a principle analogous to mechanical manufacturing in the industrial sector, differing only in terminology and specific processes.
- In the industrial sector, the key stages of mechanical manufacturing are Materials, the Manufacturing Process, and Quality Control (which currently relies predominantly on closed-loop, online feedback control or intelligent control systems).
- In the engineering sector, the key stages of engineering construction are Fill Materials, the Compaction Process (including spreading), and Quality Control (which currently relies primarily on open-loop, results-based control).
A comparison between the engineering construction process and the mechanical manufacturing process reveals that, while the industrial sector achieved automation long ago, engineering automation remains in its nascent stages—far from the maturity seen in industry. Naturally, this disparity is largely attributable to the inherent complexity of engineering projects, a topic that will be discussed in greater detail later. For now, let us examine the status of each of these key stages.
(1) Material Selection and Production
The materials (mixtures) used for constructing pavements and base courses are specifically designed; furthermore, their production process is relatively straightforward. It involves processing various materials of different specifications at a mixing plant to produce a mixture that meets design requirements, which is then transported to the site for paving and compaction.
This method of artificially preparing materials generally satisfies design requirements, and quality control is relatively easy to implement. The primary issue currently encountered is segregation—a complex problem influenced by both material design and construction techniques. As for the inherent soundness of the design, this cannot be evaluated at this stage; it can only be observed after the embankment has been completed and put into operation.
Materials used to construct the roadbed are typically sourced from natural deposits and are generally not subject to specific design specifications. The prevailing approach is often pragmatic, “use whatever material is available”—with remedial measures (such as soil stabilization) adopted only when particularly unsuitable materials (e.g., cohesive soils with excessively high moisture content) are encountered. The primary issues currently observed include:
- Difficulty in precisely controlling the moisture content of cohesive soils to achieve the optimal level.
- A lack of quantitative specifications for the gradation of coarse-grained materials—often merely requiring “good gradation,” which makes specific implementation at the construction site challenging.
- Inadequate control over the uniformity of mixtures containing both coarse and fine aggregates, resulting in artificially induced non-uniform distribution.
(2) Paving
The paving of base course and surface course materials is typically performed using mechanical pavers, enabling effective control of paving thickness and the substantial implementation of feedback control mechanisms.
Two primary issues currently persist: first, the segregation of the mixture—a phenomenon observed in both base and surface courses; and second, determining how to optimize the initial compaction quality of asphalt surface courses by adjusting the paver’s operational parameters.
In roadbed construction, the paving stage has historically received insufficient attention. Although the process has been mechanized (e.g., using motor graders), it lacks feedback control mechanisms—particularly when handling coarse-grained materials (such as gravelly soils)—which leads to a non-uniform distribution and mixing of coarse and fine aggregates.
Practical experience demonstrates that the non-uniform distribution of fill materials resulting from the paving process is extremely difficult to fully rectify during the subsequent compaction stage. Consequently, resolving issues related to non-uniformity requires not only rigorous control during compaction but also a heightened focus on—and proper management of—the paving stage itself. Naturally, material selection lies at the very root of the issue; if problems exist within the raw materials, it becomes exceedingly difficult to eliminate non-uniformity—regardless of the remedial measures employed. Such inconsistencies inevitably manifest during the compaction phase and are ultimately reflected in the finished structural body, resulting in uneven support.
Another significant issue concerns the excessive thickness of roadbed lifts during paving operations (a phenomenon that occurs with some frequency, with instances of single-lift fills reaching depths of 80 to 100 centimeters). Currently, the standard practice for roadbed fill thickness centers around 30 centimeters. Given the increasing tonnage of modern road rollers, a modest increase in lift thickness would theoretically be feasible. However, existing inspection methods and equipment were designed specifically to accommodate current fill-thickness standards; if these standards were to be increased, the entire suite of testing protocols and devices would require recalibration—a task far easier said than done.
As a side note: while many structural defects observed in the superstructure are directly linked to issues within the roadbed, the roadbed component itself often fails to receive the attention it rightfully deserves. To this day, a considerable number of professionals continue to view the roadbed merely as an earth-and-rock embankment rather than as a bona fide structural element—a mindset that leads to the roadbed being designed in isolation from the superstructure.
(To be continued)